Introduction: Types of Cylinder Head Port/Seat Design
*Note to student:
The information supplied in this article uses Honda family
engines in the examples,
Keep in mind that these principles can apply to any engine.
Some areas of this information may not fully agree with your Engine
Repair textbook, it is your responsibility to locate those differences and
bring them up during classroom discussions.
quote:
from carpenterracing.com
Cylinder head ports fall into two basic designs:
the Straight Shot port and the High Approach port.
In a Straight Shot port, the design allows for a line of sight from the
inlet directly to the front opening of the intake valve. Sometimes this design
gives a lower flow value but because it is straight, we attain higher velocity
of fuel/air entering chamber. It also creates a turbulent spin or swirling in
the combustion chamber, yielding a more efficient and more complete burn.
A High Approach port is where a turn is necessary in the port design.
The term "high approach" comes from angle of the last section of the
port relative to the valve - it is more in-line with the valve stem.
We take advantage of this to get a full volume flow path in the complete 360°
circumference of the valve. Making a turn to an airflow
is problematic but we caress the turn - making it as moderate and efficient as
possible - to use it in our favor. The straight shot into the opening yields a
fuller, more uniform flow around the entire valve curtain. The advantage is
that the complete valve opening is used more completely.
Remember that the pre-requisite of the flow arriving at the valve seat should
be that the flow velocity at any rpm maintains atomization of the fuel (fuel
remains suspended as a mist in the air and does not "rain out" in big
droplets onto the cylinder head wall).The flow in the intake port should not
separate and form vortexes before it turns down into the combustion chamber.
quote:
from 1996 Motorcyclist Magazine Cylinder Head Tech
Article
When flow in a duct (an intake port, for example) arrives at a bend, it loses
any semblance of orderly behavior. Particles on the inside of the bend travel
the shortest distance (offering the least resistance to flow), so they tend to
maintain speed in the downward turn to the valve seat. But flow in the top of
the port slows relative to the floor, creating a large velocity gradient.
Pressure in a moving fluid varies inversely with it's
speed, so the velocity gradient creates a lower pressure at the port floor than
at it's roof.
This differential causes air at the sides to move upward and the midstream air
to move down, with the resulting flow stream made to divide into to contrarotating vortices where the port bends. Add to this
the invisible "smoke ring" vortex forming beneath the opening intake
valve and you have enough disorder to confound even the best of minds (or
computers).
Port and valve configuration (both shapes and angles) can profoundly influence
combustion efficiency as well. Jack Williams' AJS 7R made it's best power with
an intake port shape that compromised flow in favor of creating more combustion
chamber swirl and redirecting incoming fuel droplets away from the cylinder
walls. I am reliably informed that Keith Duckworth has settled on the intake
valves leaned 15 degrees from the cylinder axis, and ports at 30 degrees from
the valves in a similar trade-off between flow and combustion.
Intake flow influences combustion because both carburetors,
and fuel-injection nozzles deliver fuel in liquid form. The best you can hope
for is a fog of droplets small enough to stay suspended in the air while
evaporating; big drops are centrifuged out of the air stream, splatting against the intake port and cylinder walls, which
is bad for power, fuel efficiency and emissions. Fuel can't burn until it
evaporates; if you have raw fuel still trying to burn when the exhaust valve
opens, it goes out the pipe, wasting your money and polluting the air.
Tapered ports and valve seats aim to re-accelerate the air-fuel mix like a venturi effect, after it has slowed down and made the turn
down the bend to the throat. However, there is more to it than that.
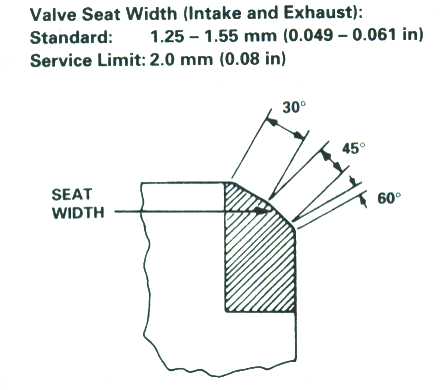
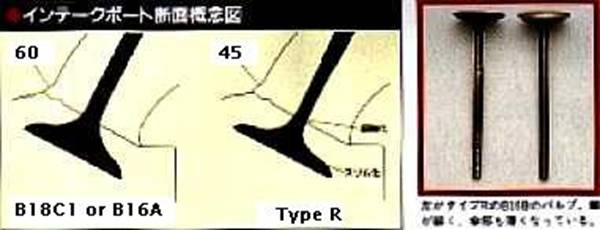
A. Stock Valve Seat Angles
Here is what the stock valve seat angles recommend. Honda uses the
30-45-60 degrees discreet angles configuration for their valve seats in
their performance-oriented cylinder heads, as seen in the GSR, ITR, and CTR.
They are called "discreet" because they stand out on their own with
distinct sharp edges or borders and are not blended smooth into each other like
radiused seat angles seen in domestic heads. It's
important to cut the 45 degree angle valve seat surface location precisely
(using dye to mark if the seat sits properly).
On the cylinder head, the 30 degree is closest to the piston or combustion
chamber side and is called the "top cut". Next is the "seat
angle" proper which matches up to the valveface's
45 degree seat angle. The 60 degree angle below the seat angle is closer to the
intake port/IM and is called the "throat cut".
Figure 1. B18 Stock Valve Angles and
Locating Valve Seat Area
B. Typical Areas Targeted By the Headporter's
Grinder
Figure 2. Traditional Target Areas for Material to be Removed
by Headporting (lighter shaded parts): Roof around
valve guide, Floor's short turn radius, and valve seat. The area from the
exposed area of the valve guide down to the short turn radius or port floor is
called in headporting terms the port's "bowl
area".
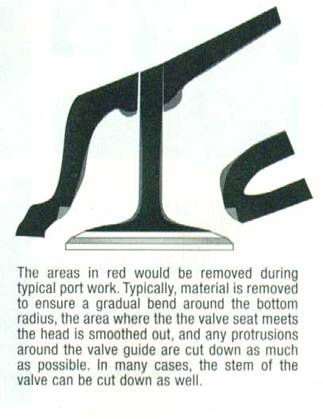
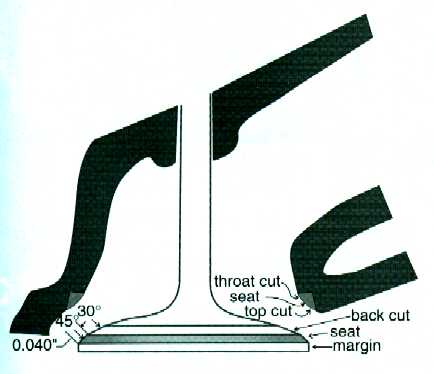
Figure 3. Reducing the lowest valveface
angle (called "backcutting" the valve) and
the altering the head's throat cut & seat angle to modify the "flow
cone" shape at the low-mid valve lifts are where the major gains on a
3-angle valve job are made. Narrowing the seat angle's width also improves low
lift flow. Top cut alterations and bowl blending improves mid-high valve lift
flow.
Example of a Backcut Valve (Left):

Figure 4. From the Standard Abrasives website linked above:
(A)
In this production intake port, air starts into the port flowing
smoothly. When it encounters the factory casting flaw on the floor of
the port, smooth flow breaks into tumbling and turbulence. This causes
restriction to the overall airflow in the port.(B) The turbulence in the
airflow becomes more severe as air passes the sharp edges of the short
side radius in this drawing. Smoothing the radius and removing (certain)
casting bumps and flaws (not all of them) reduces turbulence and increases
flow.
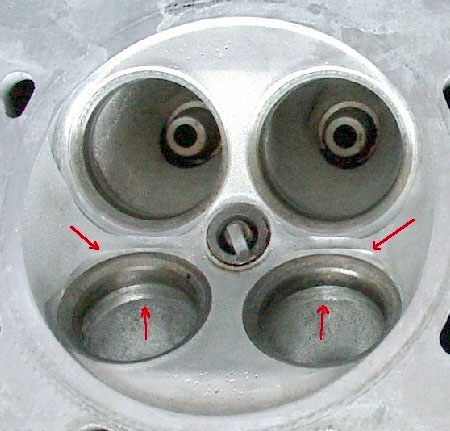
C. Why the Valve Seat?
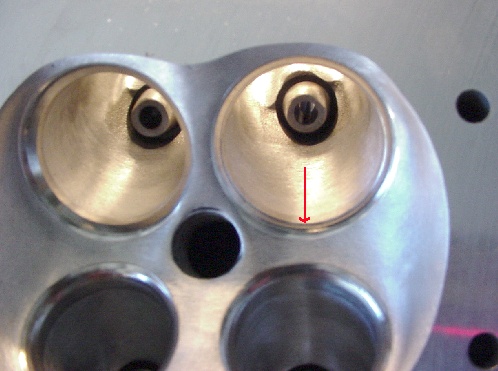
Figure 5. Casting Flaws (indicated by the 4 red
arrows) below the valve seat and the ridge above the valve seats in the
combustion chamber are typically smoothed out to allow for a more homogeneous
flow to get swirl filling (of the air-fuel mix) into the cylinder. Some suggest
that the "underhangs" below the valve seat
(bottom 2 red arrows) should be left alone, since they help create swirl as the
intake valve opens (from Endyn's B16A head porting
article).
Most headporters would agree that the prime
"bang for the buck" area to gain performance from Honda headporting is at the valve seat angles and in the
transition from the port's bowl area into the valve seat. This is where Honda
focused it's attention on the venerable b16a head to
turn it into the impressively improved b18c5 (type R) head. This fact may
surprise the novice who may have thought that the port entrance (mating to the
IM) would be the main area for performance improvement.
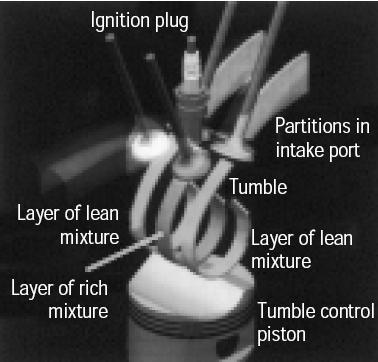
The goal of the flow at low rpms in DOHC layouts, as
it passes by an opening intake valve seat, is to have swirl filling or
reverse tumbling or a combination of these 2 cylinder filling methods rather
than just a conventional tumble cylinder filling that the overhead valve
layouts prefer. In this way we achieve layers (called a stratified charge)
of air:fuel ratios which
become progressively leaner and leaner towards the bottom of the cylinder. This
stack of air:fuel layers
with different air:fuel ratios (leanest at the bottom
by as much as 28:1 air fuel ratio) is the basis of a compact combustion
chamber's lean burn theory. It allows for better gas mileage,
emissions, and of course, power by combusting or burning more rapidly (and more
completely) than just the tumble fill of large combustion chambers (in old
domestic V8's), when the air flow speed is low. At mid to higher rpms, swirl-tumble filling with higher air flow speeds
achieves a homogeneous intake charge to achieve an efficient complete
burn when there is less time for the combustion stroke event. The valve seat
angles are critical in achieving swirl-tumble fill and prevent reversion
(reverse flow back up the intake port throat).
Figure 6. Mitsubishi Combustion Chamber With Direct
Fuel Injection Into the Chamber Instead of the Port Helps Induce Reverse Tumble
(Swirl) Filling versus Conventional Tumble Filling
![]()
see the movies of these 2 types of cylinder filling by going to the link at mitsubishi of this image above:
lhttp://www.mitsubishi-motors.com/corporate/about_us/technology/review/e/pdf/2003/15E_04.pdf
Check out the .avi files of Swirl Filling Versus
Tumble Filling!
http://www.ricardo.com/movies/Swirl.avi
http://www.ricardo.com/movies/tumble.avi
D. What Do We Change?
There are differences in opinion as to whether all the areas shown in Figure 2
need to be removed by a grinder on a Honda cylinder head. Traditionally, most
domestic porters go after casting flaws in the port and sharp protruding
corners on the port roof around the valve guides and short turn radius on the
floor or the port. However, some would suggest that removing even some casting
flaws like the underhangs or indentations just below
the valve seat, the roof area, and tapering valve stems gain little in the way
of improving ( and may even hinder) swirl filling. In fact, removing some of
these casting flaws on a Honda head may hurt flow as discussed above! Some have
found that undercutting (i.e. tapering) the valve stem doesn't make more power
by increased flow quality in the already very efficient Honda B series heads
(in the Integras). The main reason for narrowing
the stem is for valvetrain weight reduction NOT flow
improvement. In contrast, undercutting the valve stems does benefit a Honda
D series head. The bottomline is to be careful not to
assume that what is good for one engine's head is necessarily also good for
another engine's head.
Figure 7. Controversial: Do We Gain Much With Tapered
Valve Stems in a B18C?: Stock B18C Valve Stem on the
left and DPR Tuliped Stainless Steel Valve with
Undercut or Tapered Stem.

Figure 8. Closer Look at the Back Cut Valveface, Undercut or Tapered Valve Stem, and
Swirl-Polished Valveface Bottom on a DPR Stainless
Steel Valve for a B18C1:

The main yield in additional power from better flow comes from the valve seat
itself (on the head) and on the valveface's seat
angle and back cut angle. The head's second discreet concentric step (called
the "seat angle" proper) can be cut to 45 degrees and the next
concentric angle below this cut (called the "throat cut" , see Figure
3.) can be changed to produce a sharp "step" which reduces reversion
(backwards flow) on the compression stroke, when the intake valve is beginning
to close and the piston is squeezing the air-fuel mix or during cam overlap
when the intake valve is starting to open at the start of the intake stroke
when the exhaust port & chamber pressures are higher than the intake port
pressure. How steep one should go and the specific angles below the second 45
degree concentric angle is, of course, proprietary for each headporting
shop and each application (FI vs. N/A). The factory chose to reduce the GSR and
Type R head's second concentric valve angle (i.e. seat angle) already from 60
degrees, in previous 2nd generation Integras, to 45
degrees. Some shops reduce this second concentric seat angle even further to 40
degrees on the intake side while assuring that the concentric angles above
& below prevent backward flow.
Do NOT lap the valves, period, if you want the seats and valve faces
to last any length of time.
* Note to students: See supporting text and make your own
conclusions.
quote:
from Endyn
I haven't lapped a valve or seat since the late sixties. Lapping compound
imbeds itself in the face of the valve and in the seats, causing premature
erosion of both.
I've wondered since day one why all the import head experts lap valves, but
I've always attributed it to lack of experience. I'm not aware of any
professional head shops that do domestic heads that lap valves either, but
domestic head people have a lot more years of experience too.
Lapping valves is a great way to insure that the valve job won't last any
length of time. Honda doesn't recommend doing anything to seats (and valves)
other than machining them too.
I can also tell you that there are a
The bottom line is that you NEVER lap a valve, or a seat. If the seat's
machined concentrically, and the face of the valve has lass than .0005" runout, the engine will seal up.
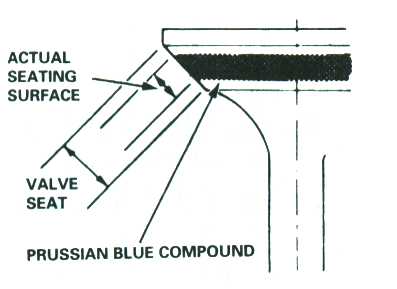
If you need to "see" where the seat is contacting the valve face, use
some machinist's (Prussian) blue on the face of the valve and spin it against
the seat with a lapping stick. The contact area will be "cleaned",
showing the width of the seat.
We soak valves in a solvent and then use a soft wire wheel on a bench grinder
to remove carbon deposits.
Next the valves go to the Serdi centerless
valve grinder for facing. After the faces are in mint condition, we
"adjust" their widths by grinding a back-angle on the valve.
I narrow the face so it's about .015" wider than the valve seat, with
.003" on the outside and .012" on the inside to allow for valve head
expansion when hot.
Figure 9. Adding an antireversion
step below the seat angle (throat cut and below) yields significant gains in
power according to Endyn, despite the fact that it
also prevents any forward low valve lift flow below 30% net lift.
quote:
Endyn's reply to my inquiries about this
step if you were to try it yourself using discreet concentric valve angles
rather than their radiused method
Tuan,
If I'm reading it correctly, you want to know what the lower angles should be
and where the anti-reversion step is located??
First, if I was doing a multi-step valve seat, the angle under the seat proper
might not be 60 degrees......surprise! On the short side, that angle may be 55
degrees (or less) with a width of say .045", however, on the long side,
that same angle may only be .010" in width. The angles under this may be
anywhere from 60 degrees to 90 degrees, depending on the flow characteristics
we are trying to achieve with the port. I suppose what I'm saying is that there
are no "set" angles that are representative of the way our valve jobs
are configured. If I was doing it all by hand and starting out with a 3-angle
valve job (on a Honda), those
angles would be 35, 45, 55 for both intake and exhaust seats, but by the time
I'm done blending them into the variable radii necessary, you'd never be able
to measure any of the angles except for the seat proper at 45 (in this
example).
If I were to machine the anti-reversion step into the intake, it would fall
in the 55 degree angle and there's be a 90 degree drop of approximately
.020" followed by a 65 degree angle transitioning back into the existing
valve job.
...at what net valve lifts do you see intake reversion on the compression
stroke and intake stroke respectively?
Study the intake valve lift curve in it's early stages
of opening (while the exhaust valve's off it's seat) and that will give you a
fair idea of when reversion will occur. There's another reversion spike created
when the intake valve closes on it's seat and the
mixture "rebounds".
Here are a couple of headporting shops' different
approaches to optimising flow by changing the valve
angles (using discreet or blended radiused angles) :
quote:
Endyn's Comments On "the Big Steep
Step"
Ports flow in both directions !!!
During overlap and at the point of intake valve closure the flow spikes back up
the intake port. Now, since the reversion during overlap is basically inert you
can't burn it again, and any time there's a large pressure spike (from valve
closure), the mixture that was headed to the port via inertia is adversely effected to say the least.
My fix for this dilemma is the design of the intake valve seat. The
configuration of the intake valve seat and the valve itself can minimize, if
not stop the reverse flow problem.
A large intake valve or an intake port that flows great at mid to high lift, doesn' t
have low lift flow worth a damned if I designed it. During my attempts to
discourage reverse flow on the inlet, I found that any port that flows well at
lower lifts will flow backward with even greater efficiency. So attention to
seat configuration kills low lift flow, in order to discourage reverse flow. If
I could design a port / seat configuration that would flow "0 cfm" at low lift I'd be happy.
The seat configuration that I use is only concentric on the angle that the
valve actually seats on, and the top angle is the combustion chamber. Below the
seat angle the inside diameter of the seat insert is not round and it is a
continually changing radius in section view? No three or five angles here. The
"seats from hell", as many customers call them, are configured in
that manner to deal with the changing velocities and pressures encountered as
the valve opens and closes. The seat is probably the single most important
aspect in porting, as it's the transition from port to chamber / cylinder, and
if you've done well to this point with mixture composition, this is where all
your hard work up-stream will be for naught, if not properly done...
Regarding port size,...the entry and exit of ports
have almost zero effect on port flow rates. The majority of the flow
improvements are made in the short turn radius areas and the bowl's approach to
the valve seats...
The best way to kill reversion on the intake valve is to simply put a 90 degree
angle on the side of the valve head (flat with sharp edge margin to chamber
side). We've never seen any worthwhile results from trenching the chamber side
of the intake valve.
Valve shapes were the first place most of us began looking for reduction in
reverse flow.
Intake valves like to have "square" edges...with the corner defining
the break from the chamber side of the head to the margin being 90 degrees (or
less) with a sharp edge (no radius) and the corner defining the break from the
margin to the face angle being equally sharp.
If the seat is a pure radius, the valve would have to have a (matching) convex
radius to seal with the seat, assuming there was to be more than (point)
contact between the two components. The convex radius in the valve face
wouldn't be conducive to efficient mixture flow. On the mechanical
side....since the seat and the valve don't expand equally with temperature, the
two designated radiuses wouldn't even match each other during thermal cycling.
While simple stepped angle cuts do create some turbulence, they do provide a
"simulated" radius of sorts and they also permit a positive seal with
the face angle of the valve itself.
Exhaust valves like radiused corners for positive
flow and reversion also likes the shapes. If we haven't stopped reversion prior
to the valve, we will trench cut the valve, so there's a sharp step connecting
the tulip (or filet) to the actual seated face of the valve. It's very
effective.
--------------------
from the Soft Head '99 Article on Endyn's Website
The intake port throat should expand in area slightly during the short turn
radius section (regardless of height) to lower velocities and increase pressure
providing the necessary energy to enhance the mixture transition through the
seat region and on into the cylinder. The intake valve seat should be
configured using a single discrete seat angle with the combustion chamber
defining the OD and the ID should be established with a short (.010") 58
degree bottom angle. The configuration of the remaining lower shapes
intersecting the port should be designed to create a longer short turn
"roll" and a steep side and back wall approach to the seat, so the
inner angle blends to shapes which are not concentric with the seat. This is
all in an effort to create equal roof and floor lengths. One added benefit of
this seat configuration is that it does not invite reverse flow, and subsequent
power losses.
While we're discussing valve jobs, some additional thoughts need to be outlined
regarding the configuration of valve seats. I consider the valve seat to be the
single most important aspect of intake port preparation. It's absolutely essential
that machining tolerances be held to .0001". The individual valve stems
should be externally honed to a proper finish and each valve guide should be
honed to fit the valve selected. When finished, each valve will have it's own numbered guide. As the tolerances of the valve to
guide clearance will be extremely tight, the run-out tolerance of the seat
should also held to .0001". When preparing to
machine valve seats, we place a fixture on the cam side of the head with
springs loading the upper portions seat buckets. Sparkplugs are torqued in place, and we always use a torque plate / head
gasket bolted to the head's deck. The last bit of effort to simulate the real
world is to pump 220 degree coolant through the water jacketing of the head
while all seat machining takes place. These steps may seem to be excessive, but
if they weren't necessary, we wouldn't do them. All seat machining is also
based on centerless-ground pilots which are a
"no taper" fit in each guide. We also feel that all adjustable pilots
should be discarded as trash and any "reputable" machine shop should
feel the same way. Now, back to the port.
The port itself should be configured to work with the chamber and cylinder wall
to create a flow bias that will tend to cause rotation of the mixture in the
cylinder, which we now call swirl. The studies and tests all indicate that it's
indeed possible to design ports and surrounding areas in the cylinder to allow
optimal swirl frequency at almost all RPM ranges.
----------------------------------------------
From the Endyn's Specific Approach To Valve Seat Angles
Let me start by saying that the valve seat configuration isn't as great an
influence on swirl or tumble as you might think. The classic 30-45-60 degree
valve seat offers good sealing and good overall flow performance at low, mid
and high valve lifts (by Honda standards). The stepped angles are simple to
machine and since the flow is only stepped by 15 degree increments, mixture
separation isn't too severe. Wet flow testing on some of the
"primitive" machines out there has lead many to think that the
stepped discrete angles offer better mixture delivery to the cylinder than radiused configurations. This is true, but if the seat is
configured with an asymetric radius and a single
discrete seat angle, mixture delivery and flow rates will benefit. This sort of
valve job is extremely labor intensive, and therefore expensive to do. One also
has to have a real handle on the nuances of port flow to make this type seat
work.
... In fact the only thing the ITR head has going for it is it's
seat configuration, which is a more performance-oriented valve job, with the
seat proper placed further outboard on the valve's diameter. The inside
diameter of the seat is also larger than that of a stock B16 head, allowing
higher flow rates necessary to feed a 1.8 liter combination. We won't even fool
with porting an ITR head anymore because the people porting them have removed
so much material in the "wrong" places that there's no way to salvage
the head, even for large-port combinations. When we port a stock B16 head, we
can get about 8% more flow in critical lift ranges over an ITR head we've
reworked.
The GSR head has a larger ID to the intake seat than the B16 head, which is
intended to feed a 1.8 liter engine. As for the steeper port on the GSR...you
have to connect the port to the intake manifold before you attempt to analyse it's flow characteristics.
As short as Honda's intake ports are on their B seried
VTEC heads, you run the risk of looking at a "clouded picture" on
cylinder mixture motion, if you're just studying a port with a radiused entry on a flow bench.
We don't see the differences that some seem to believe exist, with the B16 head
being more swirl oriented and the GSR leaning more toward tumble....
Some of you may also be shocked to know that intake valve seat angles we use in
many heads are no longer 45 degree angles. 55 degree intake seats are pretty
common these days, especially in instances where we're looking to improve
mid-to-high lift performance. This steeper seat also works well with intrusive
chambers and situations where cylinder wall proximity is a concern. it's a great way to cheat a port into thinking it has a
larger diameter valve in it.
...On the all-out killer heads, our best head based on a B16 casing will
outflow an equivalently prepared GSR by perhaps 5 cfm
at .500 lift and that's not enough to cause one to out perform the other in the
real world.
Our ports are configured to promote a modified swirl, rotating counter-clock-wise
from the left hand bowl and clockwise from the right with the short turn
radius, the shape of the bowls, and our valve seats, which are also intended to
"equalize" wall surface on all sides of the port...
--------------------------------------------------------------------
The magic is the people and their tools creating the variable and concentric /
non-concentric radiuses.
(On the valveface,) we move the 45 degree out to
within .005" of the edge of the valve(face). If
you face a valve, the 45 will extend to the edge. We use back(cut) angles of
varying degrees, dictated by the application the head's intended for, (in
order) to narrow the 45 and allow the flow to "see" the window (into
the combustion chamber) at earlier lifts.
The width of an intake seat (angle) is typically .045", and the exhaust is
the same (on our Honda heads). Use a blended 35 degree top (cut) angle on the
exhaust, with a 53-55 degree (throat) cut below the seat. This (top cut) should
be radiused into the bowl.
(For 5 angle valve jobs,) intakes on these engines like a very short 33 degree
top (cut)angle (.008" wide max), with a 58 degree
(.010" width ) (throat cut) beneath the seat. This (throat cut) angle
should be followed by a 65 degree on the short turn side and a 70 degree on the
long side. All of this needs to be blended into the port's bowl to work
properly.
We don't use stepped discrete angles here (radiused
angles are blended smooth as seen in domestic heads instead)
, so approximating them in this manner is a tough call....
Keep in mind that the angles and port throat are all ultimately blended into
very complex radiuses, with the 45 degree (seat angle) being the only discrete
angle left. The seat width was dictated by the size of the valve, it's mass,
and the camshaft specs, with durability a key issue.
The valve seat "angles" must be constructed to permit the engine to
inhale the maximum (non-separated) inlet charge , when
the piston speed (and pressure drop) is greatest, if you're going to make big
power. The fact that we're dealing with flow travelling
in more than one direction makes the job more complex yet.
Consider the fact that, aside from the positive pressure the intake sees
momentarily when the valve opens on the exhaust (overlap) event, there's a
secondary reverse spike to deal with when the valve returns to it's seat.
It's the "combined" shape of the area above and below the discrete
seat angle that controls the flow characteristics. Of course, the principal
seat angle also plays a part in the overall flow rate vs. valve lift too....
The principal seat (face) angle will certainly have an effect on the flow
characteristics of the port. It's width will also
affect the flow rates and quality, as well as it's durability.
A narrow seat transfers less heat than a wide one and it will also tend
to "pound" over a period of time, changing both sealing capabilities
and flow characteristics. Therefore, the seat's width should be based on flow,
valve and seat materials, camshaft and springs, rpm range, and the engine's
application.
Be careful when blending the port bowls to the valve seats, as there are some casting "steps" behind the valve guides
(both intake and exhaust) that shouldn't be removed or smoothed. If you remove
these underhangs (indentations) for cosmetic
purposes, the flow will suffer....
The transition from the ports to the seats should be smoothed and any humps or
obvious flaws smoothed. Use a some good hard cartridge
rolls (80 grit) to blend the aluminum to the seat rings in the bowls. The grinder
must be turning at moderate rpm and care must be taken so the roll doesn't
remove more material from the aluminum part of the port than the seat. You want
to avoid a positive step on the approach to the seat (except as above, where
the casting underhangs the shape). I'd use a hard 80
grit cartridge roll to blend the seats to the bowls just as with the intakes. If you're very careful and don't touch a valve seat (the 45 degree
angle), you can create a radius shape to the exhaust seats.
quote:
from Joe Alaniz of Alaniz Technologies using the traditional low lift flow
improvement philosophy or approach to porting heads
What I have noticed is that the B16 head has a different bowl shape to
it. If (the bowl is)shaped correctly,
you see really good high lift CFM gains. If you don’t (shape the bowl
correctly), well…, lets just say you gave someone money to just make it look
pretty while over looking this area.
Over the years many porters and head shops say bowls are for low lift, short
side for mid lift, and runner for high lift. This is where you target to change
the flow characteristics at certain lifts. I am sure this applies to many heads
but it just goes to show you that Honda heads are finicky where you think
something shouldn’t work (then) actually works!
One more thing that I have noticed is that on a lot of production multi valve
heads, high ports seem to flows better in low to mid lift numbers
...while ports with a tighter radius tend to flow better at high
lifts. I noticed this a lot with motorcycle heads
also. They don’t lift very high. On the average they see about .300-.350
(7.6-8.9 mm) of valve lift only. A high port would work extremely well on this
type of lift.
VALVE JOBS AND FLOW (THE TRUTH)
The past few months I have spent a lot of time flow benching different types of
valve jobs on the B16, GSR, D16 and S2000 head. I have noticed that this is one
area that is taken for granted. The reason being is many "racing head
shops" out there use SERDI or SUNNEN carbide inserts with a typical 30,45, 70 or 30, 45, and a radius. This is
the bible to them and use them because they don't know otherwise. On the
S2000 head, if you use these angles you just lost about 2-3% of flow from
.050-.350 (1.3-8.9 mm) valve lift. I've even tested a 5 angles seat (this is a
joke) with less than stock flow results. Angles are very important producing venturi effects essential at certain valve lifts. On old
non performance factory heads the 30,45,70 may see
gains only because the head is so bad to begin with.
We here at ALANIZ know what works and what doesn't. On our S2000 inner workings
project we have over 25 individual seat angle tests. It was very difficult to
improve the factory valve job. The reason we know this is because we flow
tested a brand new head with factory seat and valve angles. After all this
testing we found something that really works. We saw about 2-3% improvements
on the low lift and about 1% on mid to high lift numbers. Valve
profiling is very important also. Matching seat angles to valve angles will
result in a good breathing combination. That's why our work is second to none.
Don't settle for guess work. Our flow bench testing assures us of our work.
I hope I have shed some light on this subject and hope it will help you make
the right decision.
Note to Students:
Use all information in this article at your own risk.